Introduction
Manufacturing has entered an era where precision, speed, and consistency define competitiveness. Traditional quality inspection methods — largely dependent on human operators or rule-based machine vision — struggle to keep pace with increasingly complex production environments. As product customization grows and tolerances become tighter, manufacturers require smarter inspection systems capable of detecting defects accurately and continuously.
This is where Vision AI is reshaping industrial quality control.
Vision AI combines computer vision with artificial intelligence and deep learning to enable machines to interpret visual data similarly to human perception — but with far greater speed, scalability, and consistency. Modern production lines are now leveraging Vision AI to detect defects earlier, reduce waste, and maintain superior product quality.
This article explores how Vision AI improves defect detection, the technologies behind it, real-world applications, implementation strategies, and future trends shaping intelligent manufacturing.
What Is Vision AI in Manufacturing?
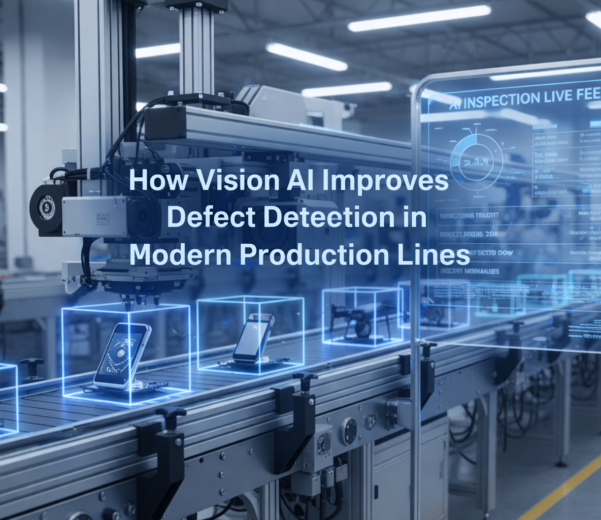
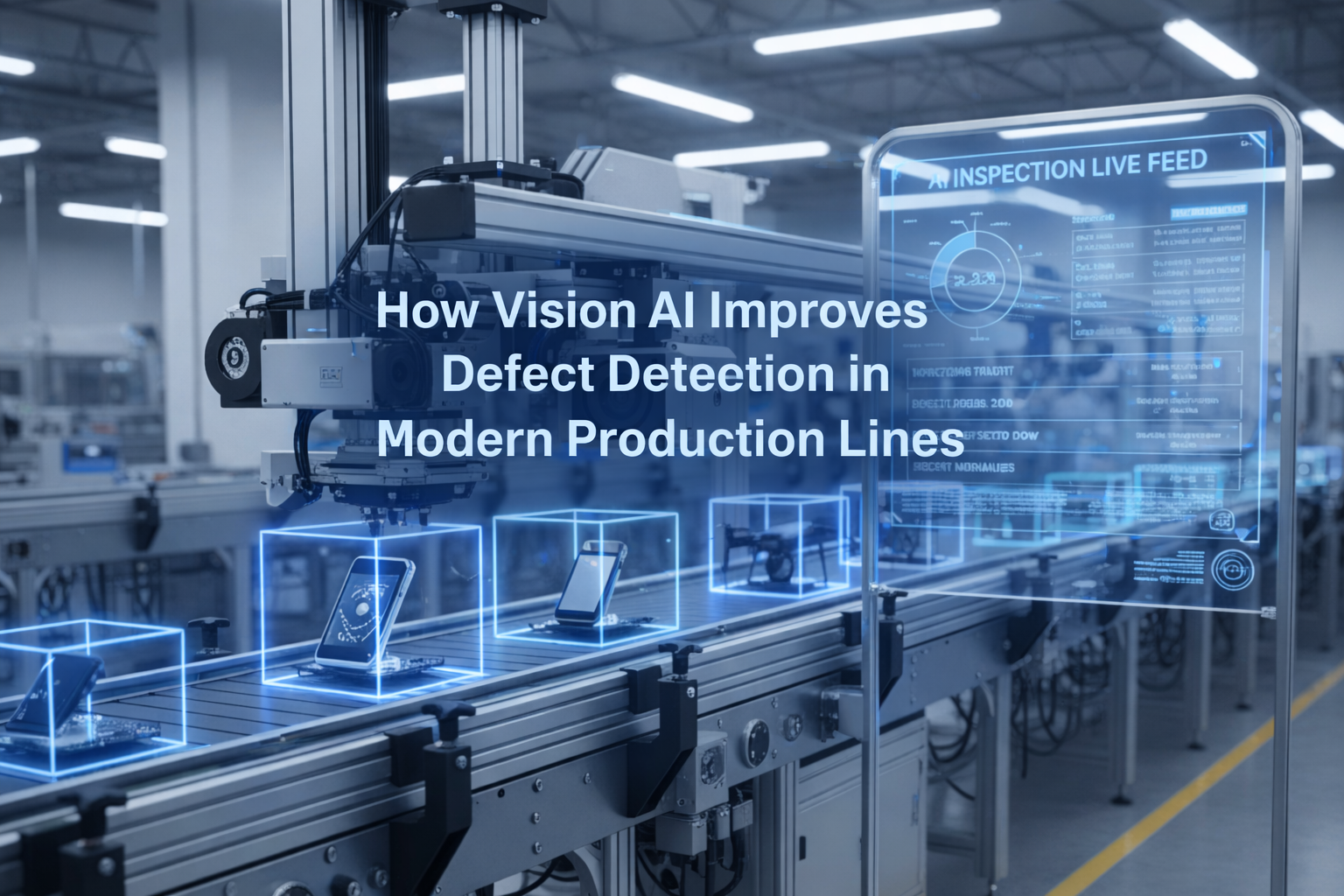
Vision AI refers to AI-powered systems that analyze images or video streams captured by cameras installed along production lines. Unlike traditional inspection systems that rely on predefined rules, Vision AI learns patterns directly from data.
A typical Vision AI inspection system includes:
- Industrial cameras and sensors
- Edge or cloud computing infrastructure
- Deep learning models
- Image processing pipelines
- Real-time analytics dashboards
These systems continuously analyze products during manufacturing to identify anomalies, defects, or deviations from quality standards.
Limitations of Traditional Defect Detection Methods
Before understanding Vision AI’s advantages, it’s important to recognize why conventional inspection methods fall short.
1. Human Inspection Challenges
Manual inspection introduces variability due to:
- Fatigue and attention loss
- Subjective judgment
- Limited inspection speed
- Difficulty detecting micro-defects
Even experienced inspectors may miss subtle inconsistencies after long shifts.
2. Rule-Based Machine Vision Constraints
Earlier machine vision systems relied on fixed algorithms such as edge detection or threshold rules. These systems struggle when:
- Lighting conditions change
- Products vary slightly
- Surfaces are reflective or textured
- Defects are unpredictable
As production complexity increases, rule-based systems become costly to maintain and recalibrate.
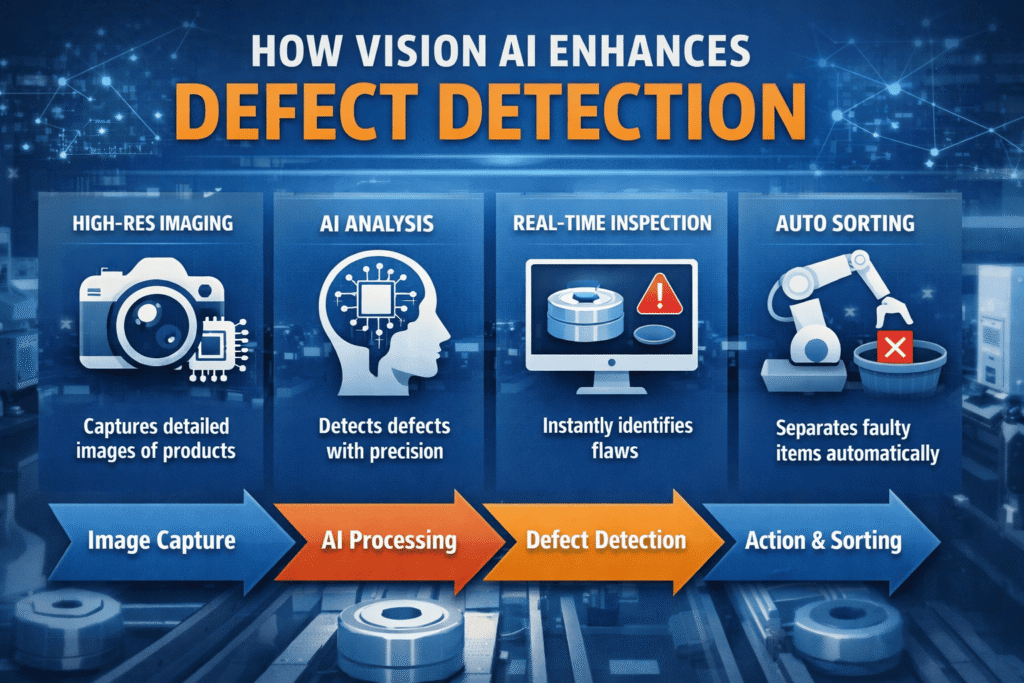
How Vision AI Enhances Defect Detection
1. Learning-Based Defect Recognition
Vision AI models learn directly from labeled images of both good and defective products. Instead of hard-coded rules, neural networks identify patterns automatically.
Key advantages:
- Detects subtle defects invisible to rule-based systems
- Adapts to product variations
- Improves accuracy over time
Examples of detectable defects include:
- Surface scratches
- Cracks and dents
- Assembly misalignment
- Missing components
- Color inconsistencies
2. Real-Time Inspection at Production Speed
Vision AI systems operate continuously and analyze thousands of items per minute without slowing production.
Benefits include:
- Instant rejection of faulty products
- Reduced downstream rework
- Early detection of process issues
Real-time feedback allows manufacturers to correct problems before large batches are affected.
3. Higher Accuracy and Consistency
Unlike human inspection, AI systems do not suffer from fatigue or inconsistency.
Vision AI delivers:
- Stable inspection performance 24/7
- Repeatable decision-making
- Reduced false positives and false negatives
Consistency is particularly critical in industries with strict compliance requirements.
4. Detection of Previously Invisible Defects
Deep learning models identify complex visual patterns that traditional systems cannot define mathematically.
For example:
- Microfractures in metal surfaces
- Texture irregularities in fabrics
- Cosmetic defects in consumer electronics
- Subtle contamination in food production
This capability dramatically increases quality assurance levels.
5. Continuous Improvement Through Data
Vision AI systems improve as more inspection data is collected.
Over time they can:
- Learn new defect types
- Adapt to product design changes
- Optimize detection thresholds automatically
Production lines effectively become self-improving quality ecosystems.
Core Technologies Behind Vision AI Inspection
Deep Learning Models
Convolutional Neural Networks (CNNs) analyze spatial features within images, enabling accurate visual classification and anomaly detection.
Edge AI Computing
Processing inspection data directly on factory-floor devices reduces latency and ensures real-time decision-making.
Anomaly Detection Algorithms
These models learn what “normal” products look like and flag deviations without needing examples of every possible defect.
High-Speed Imaging Systems
Modern cameras capture high-resolution images synchronized with conveyor movement for precise inspection.
Key Industry Applications
Automotive Manufacturing
- Paint defect detection
- Weld inspection
- Component assembly validation
Electronics Production
- PCB inspection
- Solder joint analysis
- Missing micro-components detection
Food and Beverage
- Packaging integrity checks
- Contamination detection
- Label verification
Pharmaceutical Manufacturing
- Pill shape verification
- Packaging compliance inspection
- Serialization validation
Textile and Materials
- Fabric flaw detection
- Pattern consistency monitoring
Operational Benefits for Manufacturers
1. Reduced Production Waste
Early detection prevents defective batches from progressing through costly stages.
2. Lower Operational Costs
Automation reduces reliance on manual inspection teams while increasing throughput.
3. Improved Product Quality
Higher detection accuracy leads to fewer customer complaints and returns.
4. Data-Driven Process Optimization
Inspection data reveals recurring production issues and bottlenecks.
5. Regulatory Compliance
Automated inspection logs provide traceability required in regulated industries.
Risks: Trust Without Ground Truth
The normalization of synthetic authority introduces several societal risks:
Erosion of shared reality — communities may inhabit different perceived truths.
Manipulation at scale — political and commercial persuasion becomes cheaper and more targeted.
Institutional distrust — genuine sources struggle to distinguish themselves from synthetic competitors.
Cognitive fatigue — constant skepticism exhausts audiences, leading to disengagement or blind acceptance.
The danger is not that people believe everything, but that they stop believing anything reliably.
Implementation Strategy for Vision AI
Successful deployment requires more than installing cameras.
Step 1: Define Inspection Goals
Identify:
- Critical defect types
- Quality thresholds
- Production constraints
Step 2: Data Collection
Gather diverse image datasets including:
- Normal products
- Known defects
- Environmental variations
Step 3: Model Training and Validation
Train AI models using representative datasets and validate accuracy before deployment.
Step 4: Integrate with Production Systems
Connect Vision AI outputs to:
- PLC systems
- Robotic reject mechanisms
- Manufacturing execution systems (MES)
Step 5: Continuous Monitoring
Regularly retrain models as products or processes evolve.
Challenges and Considerations
While powerful, Vision AI implementation involves challenges:
- Initial data preparation effort
- Hardware and infrastructure investment
- Change management within teams
- Model maintenance and retraining
However, long-term ROI typically outweighs these initial hurdles.
Future Trends in Vision AI for Manufacturing
Self-Learning Inspection Systems
AI models that automatically adapt to new defects without manual labeling.
Multimodal Inspection
Combining visual data with thermal, 3D, or hyperspectral sensors.
Edge + Cloud Hybrid AI
Balancing real-time inspection with large-scale analytics.
Digital Twin Integration
Inspection insights feeding simulation environments to optimize production proactively.
Conclusion
Vision AI is fundamentally transforming defect detection in modern production lines. By combining deep learning with high-speed imaging and real-time analytics, manufacturers gain unprecedented visibility into product quality.
Compared to manual inspection or rule-based systems, Vision AI delivers:
- Greater accuracy
- Faster inspection speeds
- Continuous improvement
- Reduced waste and costs
- Scalable quality assurance
As factories evolve toward Industry 4.0, Vision AI is no longer a competitive advantage — it is becoming a foundational technology for intelligent manufacturing.
Organizations that adopt AI-driven inspection today position themselves for higher efficiency, stronger quality control, and future-ready production systems.